MIG/MAG (Gazaltı) Kaynak
MIG/MAG (Gazaltı) Kaynak Nedir?
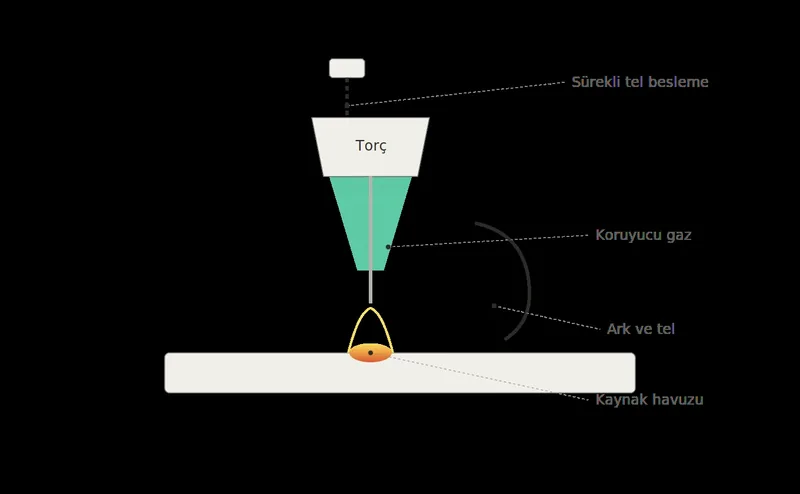
MIG/MAG (Metal Inert Gas / Metal Active Gas) kaynağı, eriyen bir tel elektrotun sürekli olarak kaynak bölgesine beslenmesi ve koruyucu gaz (argon, CO2 veya karışım) altında ergitilmesi prensibine dayanan bir ark kaynağı yöntemidir. Türkiye'de yaygın olarak "gazaltı kaynak" diye adlandırılır.
MIG mi, MAG mi?
MIG'de inert (reaksiyona girmeyen) gaz - genellikle saf argon - kullanılır ve alüminyum, paslanmaz çelik gibi malzemelerde tercih edilir. MAG'de ise aktif gaz (CO2 veya argon+CO2 karışımı) kullanılır, karbon çeliği kaynağında yaygındır.
Formlaser'da Gazaltı Kaynak Kapasitesi
| Malzeme | Kaynaklanabilir Kalınlık | Gaz Türü |
|---|---|---|
| Karbon Çeliği (St37/St52) | 1 - 20 mm | CO2 / Ar+CO2 (MAG) |
| Paslanmaz Çelik | 0,8 - 15 mm | Ar+CO2 karışımı (MAG) |
| Alüminyum | 1,5 - 10 mm | Saf Argon (MIG) |
Neden Gazaltı Kaynak?
- Yüksek Hız: Sürekli tel besleme sayesinde elektrot değiştirme kaybı olmadan seri üretime uygun
- Derin Nüfuziyet: Kalın malzemelerde güçlü ve dayanıklı kaynak dikişi
- Otomasyona Uygunluk: Robot kaynak hücrelerinde en yaygın kullanılan yöntem
Kullanım Alanları
- Kaynaklı Konstrüksiyon: Çelik yapı elemanları, taşıyıcı sistemler
- Otomotiv Yan Sanayi: Şasi ve gövde parçaları
- Makine İmalatı: Ağır iş makineleri gövde ve aksam kaynağı
- Seri Üretim: Yüksek adetli parçalarda robotik gazaltı kaynak hattı